![]()
服務熱線:18563653876
偏心軸的主要磨損形式有軸頸和偏心段軸頸嚴重磨損,軸線彎曲過大和疲勞斷裂。若將軸進行調直校正與斷軸再植修復,其修理工藝復雜,同時修理質量不易保證。因此,很少采用。若出現此類現象發生,只有報廢,或將軸的材料改作他用。
軸頸少量擦傷或輕微的面積大的磨損或拉道,可以用手工修磨或用金剛砂拉磨修復;也可以用現場刷鍍予以修復。較重的磨損可以采用以下三種方法修復。
1、將磨損的軸頸車光,在保證設計表面粗糙度的前提下,采用較小的加工量加工。然后以加工好的軸頸尺寸及其偏差為基準,按原設計的配合性能配制軸承。
2、手工電弧焊堆焊軸頸表面,然后進行切削加工,以達到原設計的軸頸尺寸。堆焊時應正確選擇堆焊工藝,防止分心軸彎曲變形。堆焊時應合理選用焊條,焊條直徑要小,電流強度不宜太高。堆焊后在加工時應選擇合理的定心基準,以保持裝配后的運轉精度。
3、軸頸鑲套,將磨損的軸頸車光,另外做一個鋼套。鋼套的內孔與軸頸應是過盈配合(S7/h6),外徑按原設計尺寸與公差加工。鋼套應熱裝到軸頸上。鋼套的厚度尺寸要滿足(D—d)>b,D為鋼套外徑,d為軸頸直徑,b為軸頸配合處軸承的厚度(銅瓦或巴氏合金的厚度)。
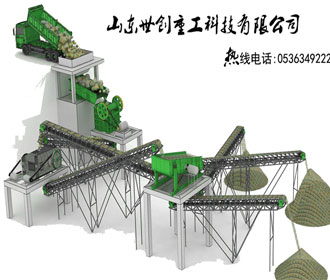
作為破碎機重要的一個部件,我們平時在設備運行工作時一定要定期檢查,發現問題及時解決修復,防微杜漸,以免造成重大的生產故障,影響整個石料生產線的運行。
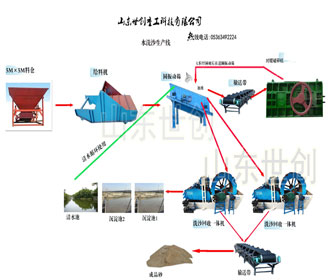
山東世創重工科技有限公司是一家主要生產對輥破碎機,對輥制砂機,破碎機,雙齒輥破碎機,四輥破碎機制砂機的生產廠家,歡迎致電咨詢聯系!






























 微信互動
微信互動 手機官網
手機官網


